Parameters
De Rotox SBA485 is een bewerkingscenter voor het boren en frezen van allerhande bewerkingen in PVC profielen, al dan niet versterkt met staal. De machine zal meestal bestaan uit een aanvoertafel voor profielen tot een lengte van 6m, de CNC gestuurde machinekop (kader waarop de verschillende tools gemonteerd staan volgens de vereisten van de klant) en een afvoertafel.
De profielen moeten aan de machine aangeleverd worden op de juiste lengte gezaagd (controle van de lengte gebeurt op de machine).
Activatie
De machine moet toegevoegd worden in MCMAN, hiervoor kan vertrokken worden van het standaard machinebestand sba485.minf dat zich na installatie in de hoofd directory van Jopps bevindt. Het is aangewezen om de machine een specifieke naam te geven (meestal klant gebonden).
Na het toevoegen van de machine dient MCMAN afgesloten te worden. De vraag wordt gesteld of de wijzigingen mogen opgeslagen worden in het configuratiebestand van Jopps (jopps.ini). Bevestig dit.
Open de Jopps Administrator (Jadmin.exe in de hoofd directory van Jopps) en klik op de tab Toegangen. Selecteer de gebruiker waarvoor de machine moet geactiveerd worden en selecteer vervolgens de database waarop ze moet geactiveerd worden.
Open Output-wizards (machinesturingen) en open vervolgens het eerste vrije slot (er zijn in totaal 10 slots beschikbaar voor het toekennen van machines). Klik achter Dll specificatie of machine id op de knop om de dialoog voor het selecteren van de machine te openen. In de lijst staan alle beschikbare machine sturingen opgesomd. De machine die je in MCMAN hebt aangemaakt zal helemaal onderaan in de lijst staan tussen [ ]. Selecteer dit en Ok.
Geef eventueel een Beschrijving op, dit is vrije keuze. Zoöok kan je een specifiek Uitvoerpad opgeven dat zal gebruikt worden om de aangemaakte machinebestanden in op te slaan (kan een directory op een server zijn).
Bevestig uw instellingen en sluit de Jopps Administrator. Uw machine is nu geactiveerd in Jopps en zal beschikbaar zijn indien u over de juiste licentie beschikt.
Aanmaken machinebestand
Na het berekenen van uw Jopps project(en) kan je het machinebestand aanmaken door de betreffende sturing op te starten. Onder de tab Resultaat is een extra tab voorzien Productie (machineaansturing) waaronder alle geactiveerde machines staan weergegeven. Selecteer de SBA485 machine (zoals opgegeven bij de activatie) en klik op de knop met het hendeltje (machine starten).
Er verschijnt een dialoog met bijkomende parameters (zie hierna). Na het drukken op de knop Generate File zal het bestand worden aangemaakt op de plaats zoals aangegeven in het veld Output filename.
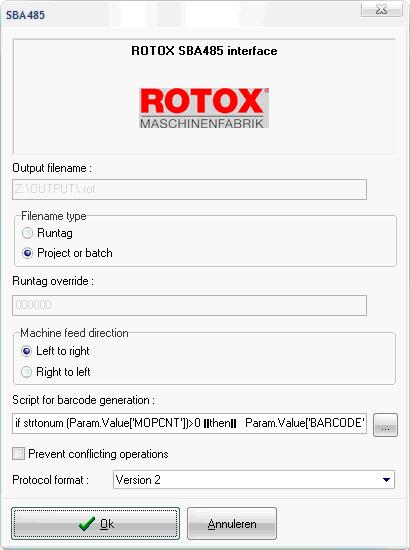
De dialoog laat u toe om een aantal parameters in te stellen die een invloed zullen hebben op het samenstellen van het machinebestand:
-
Output filename: Bestandsnaam en uitvoerpad van het te genegeren bestand. Het uitvoerpad kan ingesteld worden via de Jopps Administrator (zie Activatie), de bestandsnaam is afhankelijk van de runtag.
-
Filename type: Deze optie is mogelijk vanaf JoPPS 3.00 P5
-
Runtag override: Telkens wanneer er in Jopps gerekend wordt zal er een interne teller (runtag) verhoogd worden. Deze runtag wordt vaak gebruikt als unieke referentie en als dusdanig opgenomen in barcodes. Wanneer de barcode reeds afgedrukt werd en op de gezaagde profielen werd aangebracht, en er een nieuw machinebestand moet aangemaakt worden dan zal het noodzakelijk zijn om de runtag te gebruiken die op de barcode voorkomt. In dit geval is het mogelijk om de actuele runtag te overschrijven. De runtag heeft een decimale waarde (000000-999999).
-
Machine feed direction: Deze parameter geeft aan hoe de profielen aan de machine worden aangevoerd en is bepalend voor het correct positioneren van de bewerkingen. In het geval dat de aanvoertafel links staat (met het gezicht naar de machine) zal de feed direction Right to left zijn (rechterkant van profiel gaat eerst in machine). Deze parameter komt overeen met de waarde FeedDirection in Jopps.ini (0=left to right; 1=right to left).
-
Prevent conflicting operations: Wanneer deze parameter gezet wordt (aangevinkt) dan zal de sturing conflicterende bewerkingen uitfilteren afhankelijk van de prioriteit en bewerkingszone die in MCMAN bij de verschillende routines werd gezet.
Deze parameter komt overeen met de waarde Corrections in Jopps.ini (0=uit;1=aangevinkt).
-
Protocol format: De sturing kan 2 versies van het machineprotocol genereren. Deze parameter bepaalt welke versie er gebruikt zal worden. Voor nieuwe machines zal het steeds Version 2 zijn. Deze parameter komt overeen met de waarde DriverFormat in Jopps.ini (1=protocol versie 1;2=protocol versie 2).
-
Script for barcode generation: Werkt enkel bij protocol versie 2 en vanaf JoPPS 3.00.
Instellingen in de Jopps.ini:
- Database: geeft aan welke de master database in Jopps is voor het synchroniseren van bewerkingen
- FileExtension: alternatieve extensie voor het machinebestand. Standaard extensie is rot.
- DumpTo: bestandsnaam voor het aanmaken van een logbestand telkens wanneer er een machinebestand aangemaakt wordt.
- ParamCnt: indien er extra parameters gezet worden geeft deze parameter aan hoeveel extra parameters er moeten ingelezen worden (zie ook volgende).
- Param_x: extra parameter waarbij x het nummer van de parameter in de lijst voorsteld (1...). De waarde van de parameter bestaat uit 2 delen gescheiden door een komma, waarbij het eerste deel de naam van de parameter voorsteld en het tweede deel de waarde van de parameter. Hieronder volgt een voorbeeld ter verduidelijking:
ParamCnt=3
Param_1=LengteOntwatersleuf,30
Param_2=BreedteOntwatersleuf,8
Param_3=EindeInfrezen,True
-
Supplier: override van de supplier zoals opgegeven in Jopps. De supplier komt in het machinebestand voor de code van het profiel en moet zo ook op de machine zelf gekend zijn.
-
VCutData: Niet van toepassing
Etiketten
De sturing zelf is niet voorzien om etiketten af te kunnen drukken op de machine.
Barcode
De barcode wordt standaard samengesteld als 6 cijfers decimale runtag + 4 cijfers unieke profielidentificatie. Deze kan aangepast worden d.m.v. een script waarin momenteel volgende parameters beschikbaar zijn:
CUTCNT (profiel nummer (globaal)
LINECNT (lijn nummer in formaat (momenteel altijd 0)
BATCHREF (kader nummer)
BATCHCNT (profiel nummer, bewerkingen)
BARCODE (barcode)
_RUNTAG (runtag hexadecimaal)
_RUNTAGD (runtag decimaal)
ROUTEREF (waarde van de variabele FRAME_ROUTE of VENT_ROUTE)
Voorbeeld:
Param.Value['BARCODE'] := strright('00000000' + Param.Value['_RUNTAGD'],8)
+ strright('00000000' + Param.value['BATCHCNT'],8);
McMAN
Tab Routines
Voor het aanmaken van het machinebestand moeten de bewerkingen die in Jopps werden uitgerekend worden vertaald naar machine instructies (macro’s). In MCMAN is hiervoor het zogenaamde Tool object beschikbaar. Dit object beschikt over verschillende kenmerken die, afhankelijk van het type macro, al dan niet zullen ingevuld moeten worden. Onderstaande tabel geeft een overzicht van de kenmerken van het tool object en de mapping naar de macro parameters voor de Rotox machine.
|
Tool.
|
Omschrijving
|
Macro parameter
|
|
Tool.Name
|
Naam van de macro
|
|
|
Tool.X
|
Breedte positie
|
Enkel v 2
|
|
Tool.Y
|
Lengte positie
|
|
|
Tool.Z
|
- -
|
|
|
Tool.Depth
|
- -
|
|
|
Tool.Diameter
|
- -
|
|
|
Tool.Width
|
- -
|
|
|
Tool.Height
|
- -
|
|
|
Tool.Speed
|
- -
|
|
|
Tool.Angle
|
- -
|
|
Daarnaast beschikt het tool object ook nog over 2 functies die beide tot doel hebben de bewerking naar het machinebestand te schrijven:
- Tool.Apply(): gaat een machineopdracht genereren aan de hand van de kenmerken van het tool object die op dat moment gezet zijn.
- Tool.Perform(Nddd): gaat een machineopdracht genereren aan de hand van de kenmerken die met de functie aanroep worden meegegeven. De volgorde van de kenmerken is als volgt bepaalt:
Name
X
Y
Z
Tot slot bestaat er nog 1 functie die gebruikt kan worden om na te kijken of een bepaalde macro bestaat:
- Tool.Defined(): deze functie werkt samen met de tab Machine macro’s. Wanneer de functie wordt opgeroepen wordt er in de lijst van de machine macro’s gezocht of de bepaalde macro (Tool.Name) bestaat.
Een tweede object is beschikbaar gemaakt in MCMAN om gegevens over het stuk te kunnen opvragen. Het object dat we hiervoor gebruiken is Piece en beschikt over volgende kenmerken:
|
Piece.
|
Omschrijving
|
|
Piece.Bookmark
|
Unieke sleutel (reeks+’,’+profielcode)
|
|
Piece.Width
|
Breedte van het profiel
|
|
Piece.Height
|
Hoogte van het profiel
|
|
Piece.W1 ... W10
|
Geometrie parameters W1 tot en met W10
|
|
Piece.X1 ... X10
|
Geometrie parameters X1 tot en met X10
|
|
Piece.Y1 ... Y10
|
Geometrie parameters Y1 tot en met Y10
|
|
Piece.Z1 ... Z10
|
Geometrie parameters Z1 tot en met Z10
|
|
Piece.X
|
Breedte positie van de bewerking
|
|
Piece.Y
|
Lengte positie van de bewerking
|
|
Piece.Z
|
|
|
Piece.PieceWidth
|
Breedte van het profiel (idem als Width)
|
|
Piece.PieceHeight
|
Hoogte van het profiel (idem als Height)
|
|
Piece.PieceLength
|
Lengte van het profiel
|
Tot slot is er het Param object dat reeds ingevulde kenmerken heeft die opgevuld worden vanuit Jopps (bij het aanmaken van een bewerking via Machine.Do opdracht; dit gebeurt vanuit de acties). De kenmerken van het param object worden hieronder opgesomd:
|
Param.
|
Omschrijving
|
|
Param.WorkOffset
|
Positie waarop de bewerking moet uitgevoerd worden (langsrichting)
|
|
Param.Product
|
Profiel.Product code
|
|
Param.System
|
Profiel.Parameters reeks
|
|
Param.Profile
|
Profiel.Parameters code
|
|
Param.Variety
|
Uitvoering code
|
|
Param.Supplier
|
Leverancier code
|
|
Param.BarCNT
|
Identificatie van de bar (volle lengte)
|
|
Param.CutCNT
|
Identificatie van werkstuk in de bar
|
|
Param.WorkCNT
|
Identificatie van de bewerking op het werkstuk
|
Tab Machine macro’s: lijst van de macro’s die beschikbaar zijn op de machine. Moet ingevuld zijn om de functie Tool.Defined() te kunnen gebruiken.
Tab Profielen: op de tab profielen is het mogelijk extra instellingen te zetten per profiel. Voor iedere combinatie Reeks en Profiel zijn volgende instellingen mogelijk:
Omdraaien: deze parameter geeft aan of het opgegeven profiel wel (TRUE) of niet (FALSE) omgedraaid (langsrichting) over de machine moet gaan. Dit kan gebeuren wanneer de machine een bepaalt profiel niet op de standaard manier kan grijpen.
Tab Kleuren: bevat een vertaaltabel om de Uitvoering zoals gedefinieerd in JoPPS om te zetten naar een Kleurcode zoals deze op de machine gekend is.
Voorbeeld:
Position := Param.WorkOffset;
Tool.Perform('3011',0,Position);
Protocol versie 3 Rotox SBA485 (3.23 P1 - 1466)
Nieuw protocol voor Rotox machinecenter SBA485. Extra parameters voorzien in JOPPS.INI sectie [SBA485] voor default protocol versie nummer op te geven, de versie van het formaat kan in de dialoog zelf nog aangepast worden door de gebruiker:
[SBA485]
...
DriverFormat= protocol versie nummer
1 = versie 1 (standaard indien niets opgegeven in JOPPS.INI)
2 = versie 2
3 = versie 3 (combinatie van versie 1 & 2)
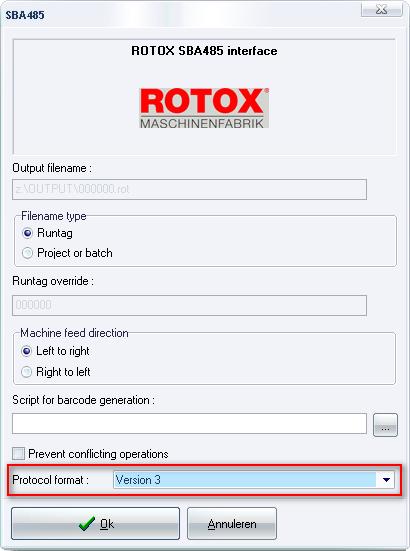
Versie 3 is de syntax van versie 1 met barcode functionaliteit van versie 2. Verder is in de “K” lijn voor de bewerking informatie de “000” vervangen door “???”.
Momenteel zijn er geen etiketten voorzien voor deze sturing.
ROTOX SBA485 profielcode conversie (3.37 - 3285)
Voortaan is het mogelijk om in de PROFILE tabel van MCMAN op te geven onder welke code het profiel op de machine gekend is.
De instellingen dialoog werd uitgebreid met een extra instelling ‘Profile conversion’ welk toelaat om de alternatieve profiel code, welk op de machinecenter gekend is, te definiëren:
De tabel PROFILE.DB in MC Manager is voorzien van een extra kolom “Productcode” om voor elk profiel in JoPPS de profiel code gekend door de machine op te geven: